The Pharma Supply Chain
This supply chain can have up to seven different storage steps and between each “storage step”, the goods need transportation with road, air or ocean. The following illustration shows a simple version of a drug supply chain:
![7_Supply_Chain_Steps[1]](https://www.elpro.com/hs-fs/hubfs/0-LEARN%20(Aioma)/Cold%20Chain%20Logistics/7_Supply_Chain_Steps%5B1%5D.png?width=2937&height=1448&name=7_Supply_Chain_Steps%5B1%5D.png)
-
Temperature controlled van or truck
-
Active air cargocontainer
-
Passive air cargocontainer
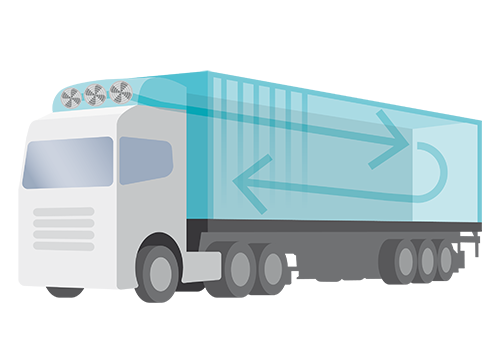
Insulated vehicle, with electrical heating & compressor cooling
- Size: 4-50 pallets
- 2-8 °C
- 15-25 °C (2-25 °C)

Insulated ULD* with electrical heating & compressor cooling
- Size: LD3 - 1 pallet / LD9 - 5 pallets
- 2 - 8 °C
- 15-25 °C (2-25 °C)
- -20 °C
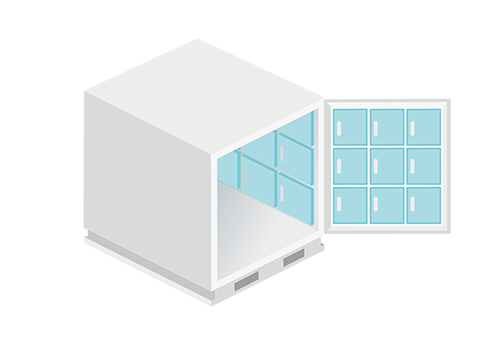
Vacuum insulated ULD* with PCM (phase change material)
- Size: 1 - 5 pallets
- 2 - 8 °C
- 15 - 25 °C (2 - 25 °C)
- -20 °C
-
Insulated Box
-
Ocean reefer container
-
Thermal cover

Vacuum insulated box with PCM (phase change material)
- Various box sizes, 1 - 1000 liter
- 2-8 °C
- 15 - 25 °C (2 - 25 °C)
- -20 °C
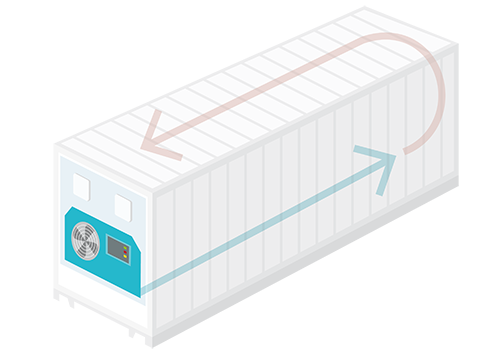
Insulated vehicle, with electrical heating & compressor cooling
- 20 feet: 10-20 pallets
- 40 feet: 20-40 pallets
- 2 - 8 °C
- 15 - 25 °C (2 - 25 °C)
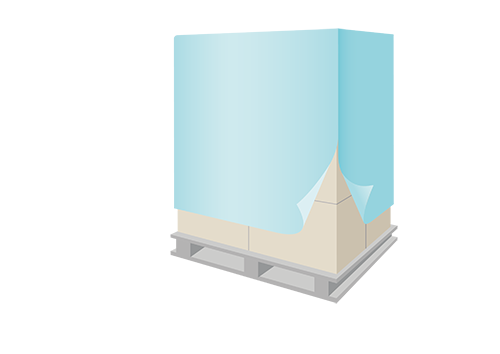
Insulated cover/hood covering the pallet
- 1 pallet
- Light isulation, breaking the peaks
![EndtoEndMonitoring_Box_Level_Indicator[1]](https://www.elpro.com/hubfs/0-LEARN%20(Aioma)/Cold%20Chain%20Logistics/EndtoEndMonitoring_Box_Level_Indicator%5B1%5D.png)
![Ultimate_Dream_Real-Time_Dataloggers[1]](https://www.elpro.com/hubfs/0-LEARN%20(Aioma)/Cold%20Chain%20Logistics/Ultimate_Dream_Real-Time_Dataloggers%5B1%5D.png)

